|
|
 |
||||||||||||||
|
|
||||||||||||||
|
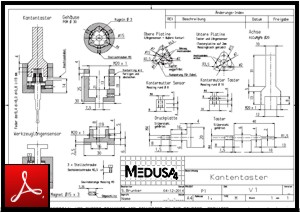
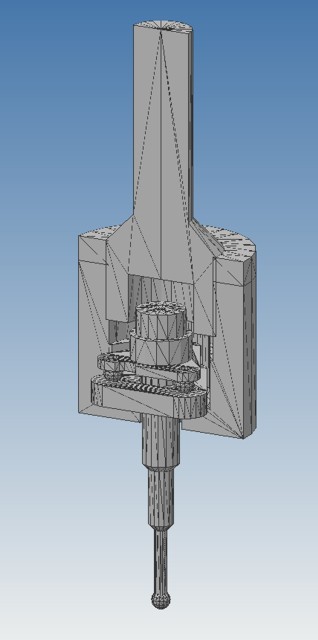
Also im Netz recherchiert, was es da für Möglichkeiten gibt (cnc probe oder 3d probe). Zum einen gibt es die Taster, die auf der Basis eines elektrischen Kontakts zwischen isolierter Spitze und Werkstück (Masse) funktionieren. Dann sind sehr verbreitet die Modelle, bei denen der Taster im 120° Abstand drei horizontale Achsen hat, mit denen er jeweils zwischen zwei Kugeln aufliegt. Der war mir zu kompliziert, außerdem sah ich keine Möglichkeit einer Justierung und die selbstzentrierung erschien mir auch zweifelhaft. Dann gab es verschiedene Entwürfe mit Platten und drei oder sechs Kugeln, aber teilweise mit externer Elektronik um aus den drei Kugeln einen Regelkreis zu machen und außerdem ebenfalls mit vielen Teilen und nicht gerade klein. Aus der Kombination aller Ideen habe ich dann meinen Taster entwickelt, so simpel wie möglich (nur 15 Teile): In einem Gehäuse liegt eine untere Platine, die auf 2mm Messingblech geklebt ist. In diese Platine sind drei Löcher gebohrt, in denen Kugeln festgelötet sind (beschweren, Lötpaste, erhitzen, fertig). Das Messingblech kann mit drei Stellschrauben zentriert werden. Der Tastarm ist auf eine obere Platine geschraubt, die die gleichen drei Löcher hat. Das ganze wird von einer Feder zusammengedrückt. Mit jeweis zwei geschickten Unterbrechungen im Kupfer fließt der Strom jetzt nacheinander durch alle drei Kugeln und öffnet, sobald sich irgendwas bewegt, vertikal oder seitlich (Platine kippt dann). Im Gegensatz zu den meisten anderen Entwürfen zentriert sich hier alles durch die drei Kugeln und man benötigt nur ein einfaches Anschlusskabel, was einmal an die obere und einmal an die untere Platine geht. Das ganze war problemlos herzustellen und im Gegensatz zu den anderen Fundstellen im Netz gibts hier auch einen liebevoll gezeichneten, bemaßten Plan. Das Gehäuse ist aus POM, die Achse aus Alu und der Taster aus Silberstahl, gehärtet. Der Materialwert liegt also nur bei ein paar Euro, wenn überhaupt. Die Feder ist vom Eisenwarenhändler um die Ecke. Vom Prinzip den gleichen Taster habe ich als Werkzeuglängensensor gebaut, dann hat er einen Teller anstelle des Fühlers. Die Stellschrauben sind dann vertikal, und die Platine hat deshalb kein Spiel im Gehäuse. |
||||||||||||||
 |
 |
|||||||||||||
|
Ein wichtiger Punkt ist noch die Präzision. Die Wiederholgenauigkeit ist besser als 2/100 mm, genauso wie man den Rundlauf (an 6 Punkten gemessen) auf dieses Maß einstellen kann, obwohl ja einmal über eine Kugel gekippt wird und ein anderes Mal über zwei. Jedenfalls ist das genau genug, denn eine Rundlaufmessung mit einem Fräserschaft im Bohrfutter ergab für das System Bohrfutter+Spindel einen Rundlauf von +/- 5/100 mm. Der Taster ist also auf jeden Fall besser. Nachtrag: Ich habe den Plan noch minimal abgeändert und zwischen den Stellschrauben und der Platine noch drei Kugeln Ø2 mm eingebaut. Sonst üben die
Stellschrauben ein Drehmoment auf die Platine aus, was wiederum die Platine zusätzlich zur gewünschten horizontalen Verschiebung noch kippt und damit extrem schlecht justierbar macht. |
||||||||||||||
 |
||||||||||||||
|
Für die Platinen habe ich praktischerweise auch gleich einen GCode da, einmal oben und einmal unten. Jeder muss den Code natürlich für seine Maschine, Werkzeugtabelle und Geschwindigkeiten anpassen: Platine unten aufgedoppelt.tap G17 G21 G40 G49 G90 G94 G99 G80
Platine oben.tap G17 G21 G40 G49 G90 G94 G99 G80
|
||||||||||||||
 Nachdem ich ein paar Teile mit der Fräse
angefertigt hatte, meldete sich Bedarf für einen Kantentaster an, um das Einrichten der Werkstücknullpunkte endlich möglichst exakt und schnell hinzubekommen. Ein typisches Beispiel
sind Hebel aus Flachstahl mit einem mittigen Loch und runden Enden - das Loch sollte mittig sein und das runde Ende auch gleichmäßig sein - was bisher immer so 1/10 mm daneben war.
Nachdem ich ein paar Teile mit der Fräse
angefertigt hatte, meldete sich Bedarf für einen Kantentaster an, um das Einrichten der Werkstücknullpunkte endlich möglichst exakt und schnell hinzubekommen. Ein typisches Beispiel
sind Hebel aus Flachstahl mit einem mittigen Loch und runden Enden - das Loch sollte mittig sein und das runde Ende auch gleichmäßig sein - was bisher immer so 1/10 mm daneben war.