|
|
 |
|||||||||||||||||||||
Vorschubrechner |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
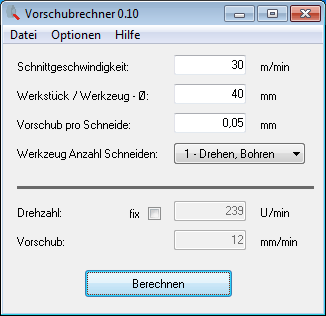
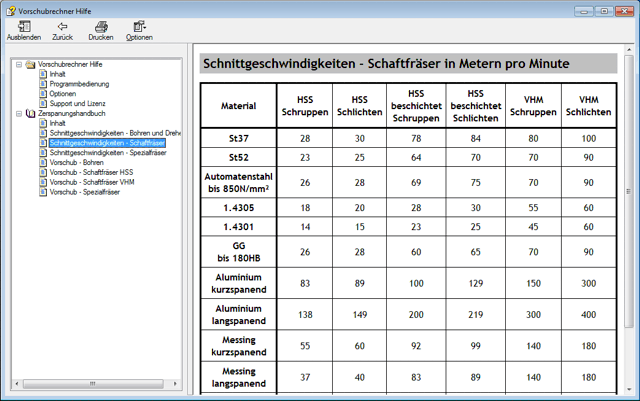
Beim manuellen Schreiben von GCode für die CNC-Maschine benötigt man die Werte für Feed und Spindle Speed, zu deutsch also den Vorschub in Millimetern pro Minute und die Drehzahl. Diese sind wiederum abhängig von der Schnittgeschwindigkeit und vom Vorschub pro Umdrehung oder pro Zahn zum Beispiel eines Fräsers. Ein Zerspanungstechniker lernt so etwas in der Lehre, wir hatten diesen Vorteil nicht und sind jahrzehntelang viel zu zaghaft bei der Bearbeitung gewesen. Besonders beim Fräsen gilt der Grundsatz, dass man nicht zu wenig Vorschub verwenden soll. Die Werte dazu stehen in verschiedenen Tabellenbüchern. Ich habe mir also für die im Modellbaubereich gängigsten Materialien die Tabellen aus dem Garant-Zerspanungshandbuch herausgeschrieben und in die Hilfe des Programms integriert. Je nach Werkzeug und Material stehen dort Schnittgeschwindigkeit und Vorschub pro Zahn bzw. Umdrehung: |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
Die Umrechnung in Drehzahl und Vorschub ist eine simple Formel, aber zur Vereinfachung habe ich ein Programm um diese Formel herum geschrieben. Mit dem Dropdownfeld kann man die Anzahl der Zähne wählen und die Einträge dieses Felds können in den Optionen geändert werden. Dazu noch die Hilfe mit besagten Tabellen und fertig war das Programm .. nun ja, es waren doch deutlich über 1000 Zeilen mit dem ganzen drumherum, die ein ordentliches Programm nun einmal benötigt. Den Download des Programms zusammen mit dem Quellcode habe ich auf Sourceforge gehostet: www.sourceforge.net/p/feedcalculator
Mach3ThreadingHelper |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
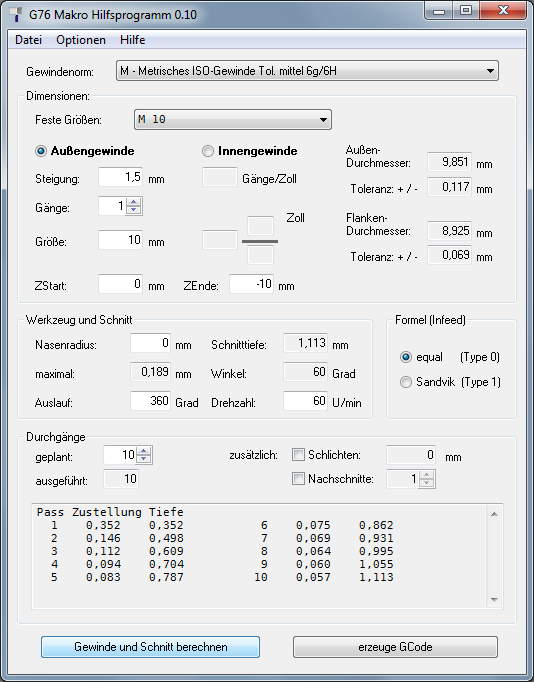
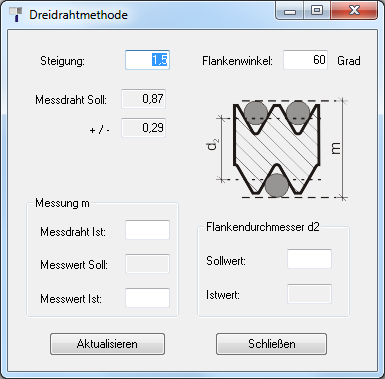
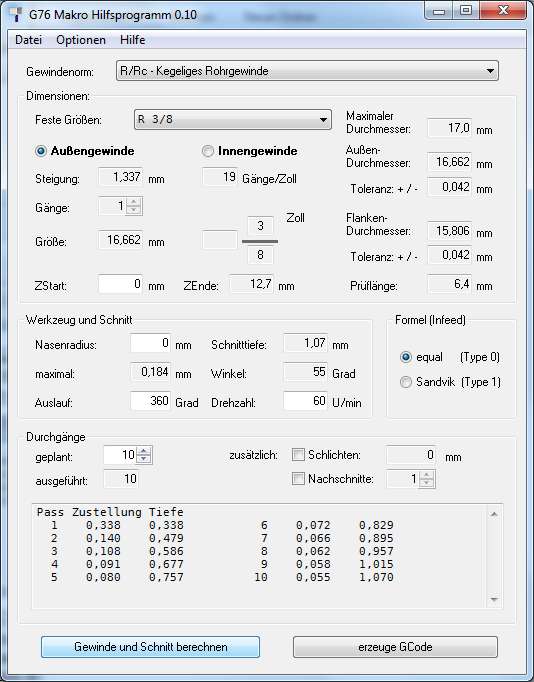
Wenn man irgendwelche Gewinde braucht, für die es keine vernünftigen fertigen Gewindeschneider und -bohrer gibt, dann macht Gewindeschneiden auf der Drehbank ziemlich Spaß, da man so ziemlich jedes Gewinde damit fertigen kann. Die Frage ist nur: wie sage ich das meiner Maschine, was Sie machen soll? Man kann Mach3 mit dem G76 einen Befehl geben, nur welche Werte brauche ich dafür - vor allem bei der Menge an übergebenen Parametern? Ein ziemlich rudimentäres Programm G76_threads.exe ist dabei, aber das kann ich besser. Nach einer Schnellfortbildung in Gewindologie habe ich alles, was man über die gängigsten Gewinde wissen muss in dieses Programm gepackt. Denn jedes Gewinde benötigt auch eine Toleranz, damit es nicht klemmt, aber auch nicht zuviel wackelt. Diese Toleranz ist in Tabellen aufgeführt, die ich innerhalb gebräuchlicher Größen in Formeln umgewandelt habe. Für jede Gewindenorm spuckt das Programm jetzt nach Angabe von Größe und Steigung die Außen/Innendurchmesser und die Flankendurchmesser sowie die Toleranzfelder dazu aus, berechnet die Schnittiefe und dann kann man die nötigen Durchgänge planen um das Gewinde zu schneiden. Der Flankendurchmesser ist übrigens der Durchmesser in der Mitte des Gewindes, den man mit drei Drähten messen kann - praktischerweise habe ich diese Funktion auch gleich integriert: |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
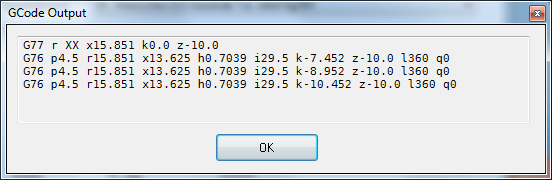
Wenn man jetzt eine saubere Werkzeugtablle in Mach3 hat, war Gewindeschneiden noch nie so einfach. Nehmen wir zum Beispiel ein M16 x 4,5 dreigängig (so was wollte ich immer schon mal machen). Mein Programm spuckt dann als Ergebnis aus: |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
Der erste Aufruf dreht den Bolzen auf den richtigen Durchmesser ab (ein M16 ist nicht 16,00 Millimeter dick!!) Die nächsten drei Zeilen drehen die drei Gänge. Damit das funktioniert, habe ich das M1076.m1s - Makro auch umschreiben müssen, deshalb ist das im Paket mit dabei. Die Werkzeugwechsel etc. muss man natürlich manuell in den Code schreiben. Druck op de Knoop - und heraus kommt das: |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
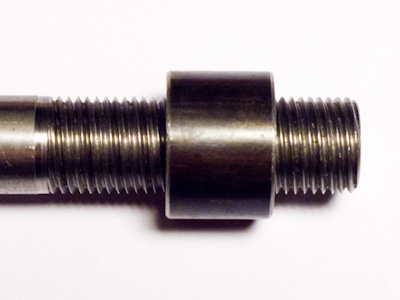
Mutter und Bolzen haben übrigens auf Anhieb zusammengepasst, wie sich das gehört. Oder nehmen wir ein anderes Gewinde, ein R3/8 , das passt in das gängige G3/8 Rohrgewinde, ist aber konisch und deshalb selbstdichtend: |
|||||||||||||||||||||
 |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
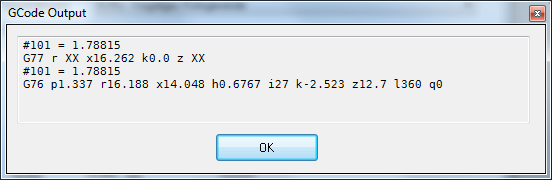
Ergebnis: |
|||||||||||||||||||||
 |
|||||||||||||||||||||
|
Also fröhliches Zerspanen! Das Programm gibts hier: www.sourceforge.net/p/mach3threadinghelper Wie bei jeder Garagensoftware sind Fehler nicht ausgeschlossen, da ich nur ein paar Tests machen konnte. Als nächstes ist ein M5x1,4 zweigängig dran, das brauche ich für die Handbremse des nächsten Wagens ...
|
|||||||||||||||||||||